La filtration membranaire : Quelles sont ses applications et ses avantages ?
La filtration membranaire est une méthode de séparation physique qui se caractérise par sa capacité à séparer des molécules de tailles et de caractéristiques différentes. Sa force motrice est la différence de pression entre les deux côtés d'une membrane. La technologie des membranes permet de réduire les coûts de production globaux tout en améliorant la qualité des produits.

Qu'est-ce que la filtration membranaire et comment fonctionne-t-elle ?
Filtre à membrane en tant que barrière physique
Qu'est-ce que la filtration membranaire ? Dans ses termes les plus simples, la filtration membranaire consiste à faire passer un flux d'alimentation unique à travers un système de membrane qui le sépare en deux flux individuels, appelés perméat et rétentat.
La membrane qui les sépare est une barrière physique aux caractéristiques hautement spécialisée, une barrière que seuls certains composants sélectionnés dans le flux d'alimentation peuvent traverser.
Passage à travers
Les pores de ces membranes sont si petits qu'ils se mesurent en angströms (10-10 m), et la pression est nécessaire pour forcer le liquide à les traverser.
En fait, les pores des membranes utilisées pour la nanofiltration et l'osmose inverse sont si petits qu'ils ne sont pas visibles, même au microscope électronique à balayage.
Les 4 types de filtration membranaire
Il existe quatre types de filtration membranaire communément acceptés. Ils sont définis en fonction de la taille du matériau qu'ils doivent séparer du liquide d'alimentation.
Les 4 types de filtration membranaire sont connus sous le nom d'osmose inverse, de nanofiltration, d'ultrafiltration et de microfiltration, dans l'ordre croissant de la taille des pores. Nos membranes plates et nos membranes spiralées couvrent ces types de filtration membranaire.

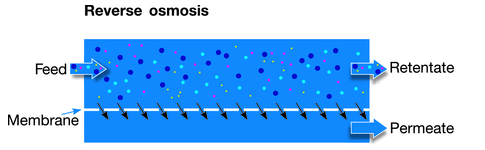
Qu'est-ce que l'osmose inverse (RO) ?
L'osmose inverse (Reverse Osmosis) utilise la membrane la plus étanche possible pour la séparation des liquides. En principe, l'eau est la seule matière qui peut traverser la membrane.
Toutes les autres matières, bactéries, spores, graisses, protéines, gommes, sels, sucres, minéraux, etc... ne peuvent pas passer.
En savoir plus sur nos membranes d'osmose inverse en feuilles et nos membranes d'osmose inverse en spirale.
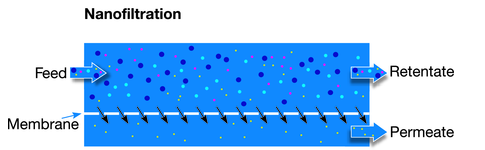
Qu'est-ce que la nanofiltration (NF) ?
La nanofiltration permet aux ions de petite taille (par exemple les minéraux) de passer tout en excluant les ions plus importants et la plupart des composants organiques, par exemple les bactéries, les spores, les graisses, les protéines, les gommes et les sucres.
Nanofiltration ou osmose inverse ?
La nanofiltration n'est pas un procédé de séparation aussi fin que l'osmose inverse et utilise des membranes légèrement plus ouvertes. En savoir plus sur nos NF flat sheet membranes and membranes NF à feuilles plates et nos membranes NF à enroulement hélicoïdal.
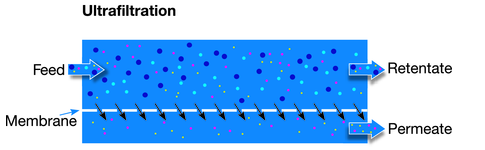
Qu'est-ce que l'ultrafiltration (UF)
L'ultrafiltration consiste à utiliser des membranes dont les pores sont plus grands et la pression relativement faible.
Les sels, les sucres, les acides organiques et les petits peptides peuvent passer au travers.
Les protéines, les graisses et les polysaccharides sont retenus.
En savoir plus sur nos membranes UF en feuilles et nos membranes UF à enroulement en spirale.
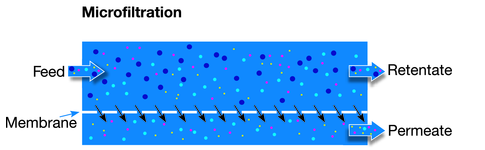
Qu'est-ce que la microfiltration (MF) ?
Dans la microfiltration, les solides en suspension, les bactéries et les globules gras sont normalement les seules substances qui ne sont pas autorisées à passer.
En savoir plus sur nos membranes plates MF et nos membranes spiralées MF.
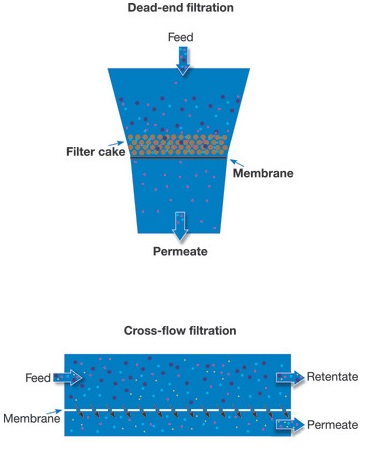
Filtration à flux croisé VS filtration en cul-de-sac
La filtration membranaire peut être soit une filtration en cul-de-sac, soit une filtration à flux croisé.
La filtration à flux croisé présente des avantages considérables par rapport à la filtration en cul-de-sac. Comme les liquides traités traversent la membrane en continu, il n'y a pas de gâteau de filtration susceptible d'entraîner un encrassement et un débit irrégulier.
Il est donc possible de mettre en œuvre un processus de filtration continu et automatisé qui permet d'obtenir une qualité de produit constante et contrôlable. Aucun adjuvant de filtration n'est nécessaire et les membranes ont une durée de vie prolongée.
La quasi-totalité de la filtration membranaire industrielle est réalisée sous forme de filtration à flux croisé, où le liquide à filtrer s'écoule parallèlement à la membrane à grande vitesse et sous pression.
Avantages de la filtration membranaire
La filtration membranaire présente de nombreux avantages significatifs lorsqu'elle est utilisée dans des applications industrielles où la fiabilité, la régularité et les coûts d'exploitation sont des considérations cruciales.
Des coûts de production globaux moins élevés
L'un des avantages de la filtration membranaire est que les systèmes de filtration membranaire sont souvent moins coûteux que de nombreuses autres technologies alternatives. Les coûts d'installation sont moins élevés, tout comme les coûts énergétiques.
La filtration membranaire comprend moins d'étapes de traitement et permet d'obtenir à la fois un degré de pureté plus élevé et des rendements globaux plus importants. En outre, comme la filtration membranaire ne produit pas de gâteau de filtration, il n'y a pas de coûts liés à l'enlèvement et à l'élimination de ce résidu.
Grande flexibilité
La filtration sur membrane peut être utilisée pour des produits d'alimentation de différentes viscosités, y compris des produits à viscosité élevée qui seraient autrement difficiles à traiter. Une large gamme de produits de filtration membranaire garantit également que la meilleure solution possible est disponible pour chaque application particulière. Cela permet également d'éliminer les coûts énergétiques inutiles..
Une qualité de produit haut de gamme
La filtration membranaire est une technologie propre. Le processus de séparation s'effectue uniquement sur la base de la taille des molécules, ce qui rend inutile l'utilisation d'additifs. Cela permet d'obtenir un produit final de qualité supérieure et de répondre plus facilement aux nombreuses exigences strictes des consommateurs et des autorités publiques.
Une gamme étendue de solutions de filtration membranaire
La gamme de membranes d'Alfa Laval couvre tous les procédés de filtration - osmose inverse, nanofiltration, ultrafiltration et microfiltration.
Nous disposons d'une gamme complète d'éléments en spirale et de membranes plates.
Nous fournissons également des équipements de laboratoire pilote. Nos équipements de filtration membranaire sont conçus sur une base modulaire qui leur confère un haut degré de flexibilité, les membranes étant intégrées dans des modules, les modules dans des boucles et les boucles dans des systèmes.
La conception d'un système peut donc être personnalisée pour répondre aux besoins de n'importe quel processus et il est facile de l'étendre si les exigences de production augmentent. Cela signifie que votre investissement peut suivre toute augmentation nécessaire de la capacité de production, au fur et à mesure de vos besoins - et à un coût supplémentaire relativement faible.

Types de membranes
- Membranes en feuilles (RO/NF/UF/MF)
- Membranes en spirale (RO/NF/UF/MF)
Equipements pilotes
- Modules LabStak à petite échelle pour les essais sur site
- Unités de laboratoire ou unités pilotes
Systèmes à l'échelle industrielle
- Modules à plaques et à cadres
- Systèmes de filtration membranaire
- Membranes MBR
Équipement auxiliaire
- Équipement auxiliaire
- Raccords de serrage
- Boîtiers
- Filtres de sécurité
Nous vous invitons à contacter nos experts pour obtenir des réponses détaillées à vos questions.